 English
English Español
Español Français
Français русский
русский عربى
عربىأربعة تدفقات للتخطيط: الأشخاص، المواد، التنظيف، الصيانة
محتوى
- 1 التدفق 1 - الناس: منطق النظافة للحركة أحادية الاتجاه
- 2 التدفق 2 – المواد: من المواد الخام إلى المنتجات النهائية، وليس إلى الوراء أبدًا
- 3 التدفق 3 – التنظيف: المياه تحتاج إلى مسار، وكذلك يحتاج الطاقم
- 4 التدفق 4 — الصيانة: يحتاج الفنيون إلى مساحة لم تخطط لها
- 5 أين تتعارض التدفقات الأربعة - وكيفية حلها
- 6 تطبيق إطار التدفق الرباعي على خط تشكيل الأغذية
قام مصنع للأغذية المجمدة في عامه الثالث من التشغيل بتركيب خط تغليف ثانٍ للتعامل مع حجم الطلب المتزايد. يتناسب الخط مع المساحة الأرضية المتوفرة. الآلات التي يتم تنفيذها حسب المواصفات. وفي غضون ستة أسابيع، رفع فريق الصرف الصحي شكوى مفادها أن المدخل الوحيد إلى قناة الصرف خلف الخط الجديد يمر مباشرة عبر منطقة تجميع المواد الخام، مما يعني أن أطقم التنظيف اضطرت إلى تحريك عربات الممسحة عبر مساحة حيث كان العجين غير المغلف موضوعًا على صواني مفتوحة. كان التصميم مسؤولاً عن الإنتاج. ولم يأخذ في الاعتبار التنظيف.
غالبًا ما يكون هذا النوع من المشكلات مشكلة تخطيط، كما أن إصلاح مشكلات التخطيط يكون مكلفًا بعد حدوثها. يعني نقل المعدات التوقف عن العمل، وإعادة الاعتماد، والأعمال الهيكلية في كثير من الأحيان. والأخطاء التي كان من الممكن تصميمها خلال ساعتين من التخطيط، تصبح بعد ثمانية عشر شهرًا من الاضطراب بعد أسبوعين. تعود معظم هذه الأخطاء إلى السبب الجذري نفسه: فقد تم تصميم التخطيط حول تدفق واحد - عادة الإنتاج - وتركت الثلاثة الأخرى لتكتشف نفسها بنفسها.
هناك أربعة تدفقات يجب أن يستوعبها كل تخطيط لإنتاج الغذاء: الأشخاص، والمواد، والتنظيف، والصيانة. ولكل منها منطق المسار الخاص بها. ولكل منها متطلبات التخليص، والقيود الاتجاهية، والآثار المترتبة على النظافة. التخطيط الذي يعمل هو الذي يمكن للأربعة التحرك فيه دون التدخل مع بعضهم البعض. يتطلب الوصول إلى هناك التفكير في الأمور الأربعة قبل وضع الآلة الأولى في مكانها، وليس بعد ذلك. بدءا من تكتيكات التخطيط للأتمتة في مساحات إنتاج الأغذية المدمجة ويعني مواجهة هذه القيود في وقت مبكر، عندما تكون تكلفة التكيف منخفضة.
التدفق 1 - الناس: منطق النظافة للحركة أحادية الاتجاه
إن تدفق الموظفين في بيئة إنتاج الغذاء لا يقتصر فقط على نقل الأشخاص من المدخل إلى محطات عملهم بكفاءة. يتعلق الأمر بالتحكم في حالة النظافة لكل شخص في كل نقطة في المنشأة - والتأكد من أن الحالة تتحرك في اتجاه واحد فقط: نحو نظافة، وليس نحو أقذر أبدًا.
المبدأ الأساسي هو الدخول من خلال العباءات التقدمية. يجب على العامل الذي يدخل منطقة إنتاج عالية الرعاية أن يمر عبر غرفة تغيير الملابس، ويغسل يديه، ويرتدي ملابس واقية، ويمر عبر حاجز النظافة قبل الوصول إلى أرضية الإنتاج. يجب أن يتم فرض هذا التسلسل فعليًا من خلال التخطيط، وليس تركه للانضباط الفردي. إذا كان المسار من غرفة تبديل الملابس إلى منطقة الإنتاج يسمح لشخص ما بتجاوز محطة غسل اليدين، فسوف يتجاوزها بعض الأشخاص. يجب أن يجعل التخطيط المسار الصحيح هو المسار المناسب الوحيد.
تؤدي تغييرات المناوبات إلى إنشاء اللحظة الأكثر خطورة للتلوث المتبادل لتدفق الموظفين. يجب على العمال الذين يغادرون نوبة عملهم - والذين من المحتمل أن يحملوا تلوثًا سطحيًا من ساعات الإنتاج - ألا يشاركوا الممرات أو المداخل مع العمال الذين يدخلون نوبة عمل جديدة وهم يرتدون ملابس نظيفة. من الناحية العملية، يعني هذا إما نقاط دخول وخروج منفصلة لمنطقة الإنتاج، أو بروتوكول تغيير محدد التوقيت يتم فرضه بواسطة غرفة معادلة الضغط المادية. لا يوجد أي تعقيد في التصميم في أي من الخيارين؛ كلاهما يصبح مكلفًا للتحديث.
تتطلب طرق وصول الزوار والإشراف نفس المنطق. يمثل تحرك مدير الإنتاج بين منطقة المواد الخام ومنطقة المنتج النهائي في منتصف الوردية خطرًا للتلوث إذا لم يفرض المسار إعادة اللبس عند حدود المنطقة. إن تصميم ترسيمات واضحة للمناطق - علامات أرضية، وجدران مرمزة بالألوان، وحواجز مادية عند العتبات - يترجم قواعد النظافة إلى واقع مكاني يمكن للناس اتباعه دون حفظ البروتوكولات.
التدفق 2 – المواد: من المواد الخام إلى المنتجات النهائية، وليس إلى الوراء أبدًا
يجب أن يتحرك تدفق المواد في مصنع الأغذية في اتجاه واحد: من الحالة الأكثر قذارة (المكونات الخام الواردة) إلى الحالة الأنظف (المنتج النهائي المعبأ). يجب أن تؤدي كل خطوة من خطوات المعالجة إلى تقدم المواد على طول تلك السلسلة. إن أي تخطيط يسمح للمواد الخام والمنتجات النهائية بمشاركة المسارات - ولو لفترة وجيزة، وحتى في أوقات مختلفة - يؤدي إلى خطر تلوث يصعب تدقيقه ويصعب الدفاع عنه في فحص سلامة الأغذية.
المعنى العملي هو أن أرصفة الاستقبال ومخازن المواد الخام ومناطق إعداد المكونات تنتمي إلى جانب واحد من المنشأة. التخزين البارد للمنتج النهائي، التعبئة والتغليف، والإرسال تنتمي إلى الجانب الآخر. خط الإنتاج يربطهم بالتسلسل. تنتقل النفايات ومواد التعبئة والتغليف - الكراتين الخارجية، وأغلفة المنصات، والمنتجات المرفوضة - في الاتجاه المعاكس، خارج المنشأة من خلال نقطة خروج منفصلة لا تعبر مسار الإنتاج النظيف.
ال المبادئ التوجيهية للدستور الغذائي بشأن تصميم المنشآت الغذائية إرساء هذا المبدأ بوضوح: يجب تصميم المباني والمرافق بحيث يتدفق التدفق المنظم للمواد بشكل منطقي من استلام المواد الخام إلى المنتج النهائي، مع فصل الأنشطة بشكل مناسب حيثما توجد مخاطر التلوث المتبادل. هذه ليست توصية، بل هي التوقعات الأساسية لمدققي سلامة الأغذية في كل أسواق التصدير الرئيسية.
من الناحية العملية، فإن قيود تدفق المواد تدفع العديد من قرارات التخطيط المحددة: حيث يتم وضع تخزين المكونات بالنسبة لمعدات التحضير؛ ما إذا كان يمكن لممر واحد أن يخدم كلاً من تسليم المكونات الواردة والسلع النهائية الصادرة دون تداخل؛ وكيف تتقاطع جدولة الإنتاج مع التخطيط عندما تشترك خطوط إنتاج متعددة في رصيف الاستلام. إن المصانع التي تصمم تدفق المواد كفكرة لاحقة تكافح باستمرار مع هذه التقاطعات خلال فترات الذروة.
التدفق 3 – التنظيف: المياه تحتاج إلى مسار، وكذلك يحتاج الطاقم
يعد التنظيف النشاط الأكثر تطلبًا من الناحية البدنية والأكثر إزعاجًا من الناحية التشغيلية في مصنع المواد الغذائية - ولا يُخصص له أبدًا مسار خاص به في التخطيط. والنتيجة هي أن أطقم التنظيف ترتجل المسارات عبر المساحات المصممة للإنتاج، وسحب الخراطيم عبر المنتج المفتوح، ووقوف عربات الرغوة في مناطق تخزين المكونات، وتصريف مياه الغسيل في أي اتجاه تنحدر فيه الأرضية.
يتطلب تدفق التنظيف الفعال تصميم أربعة أشياء في المخطط: وضع نقاط وصول المياه للوصول إلى جميع أسطح المعدات دون سحب الخراطيم عبر مناطق المنتج المفتوحة؛ قنوات الصرف والمنحدرات الأرضية التي توجه مياه الغسيل بعيداً عن المناطق النظيفة، وليس نحوها؛ مساحة كافية حول المعدات وخلفها حتى يتمكن الشخص الذي لديه معدات التنظيف من العمل بفعالية؛ ومسار لطاقم التنظيف لا يتطلب منهم المرور عبر المناطق التي لا تزال في مرحلة الإنتاج أو التي تحتوي على منتج مفتوح.
يعد اتجاه الصرف هو أكثر قيود تدفق التنظيف التي يتم التغاضي عنها شيوعًا. تبدو الأرضية التي تنحدر نحو المصرف المركزي منطقية حتى يتم وضع المصرف بحيث تتدفق المياه من المنطقة الملوثة عبر منطقة نظيفة للوصول إليها. يجب أن يتم تخطيط الصرف الأرضي بالنسبة لحدود المنطقة، وليس فقط بالنسبة لهندسة الأرضية. وفي المناطق كثيفة المعدات، يعني هذا تصميم شبكة الصرف قبل الانتهاء من وضع الماكينة - وليس بعد ذلك.
يرتبط اختيار المعدات وتدفق التنظيف بشكل مباشر. تعمل الآلات ذات الإطارات الأساسية المغلقة، والتجويفات الداخلية، والأسطح الأفقية غير القابلة للتصريف على إنشاء مناطق ميتة لا يمكن لطواقم التنظيف الوصول إليها دون تفكيكها - وبالتالي يتم تنظيفها بشكل أقل تكرارًا مما تتطلبه بروتوكولات سلامة الأغذية. هذا هو السبب معالجة التنظيف والتلوث المتبادل قبل أتمتة خطوط المخابز يجب أن يسبق اختيار المعدات، وليس أن يتبعه. ال اعتبارات المواد والسطح للفولاذ المقاوم للصدأ في معدات تجهيز الأغذية قم بتوسيع هذا المنطق ليشمل المعدات نفسها: إن البناء ذو الإطار المفتوح، والمقاطع ذاتية التصريف، والمفاصل الملحومة الناعمة ليست مجرد ميزات صحية - فهي أدوات تمكين تدفق التنظيف التي تحدد المدة التي تستغرقها عملية التنظيف وما إذا كانت تصل إلى الأسطح الملامسة للأغذية باستمرار.
التدفق 4 — الصيانة: يحتاج الفنيون إلى مساحة لم تخطط لها
يعد تدفق الصيانة هو الأكثر وضوحًا بين الأربعة، وهو التدفق الذي يكون غيابه أكثر حدة عندما يتعطل شيء ما في ذروة الإنتاج. يحتاج الفني الذي يستجيب لخطأ منتصف التحول في آلة التشكيل إلى الوصول إلى آلية القيادة، واللوحة الكهربائية، ومجموعة التغذية. إذا تم وضع الماكينة مع جانب الخدمة الخاص بها على مسافة 300 مم من الحائط، فإن الفني يعمل في وضعية القرفصاء، مع عدم إمكانية الوصول بشكل كافٍ إلى المكونات التي تحتاج إلى الاهتمام. يستغرق الإصلاح ثلاثة أضعاف المدة المطلوبة، ويكون الخط معطلاً طوال هذه المدة.
ال minimum clearance for maintenance access behind and beside production equipment in a food environment is generally 600–800mm for routine servicing, and up to 1,200mm for equipment that requires component replacement. These numbers are not arbitrary—they reflect the space a technician needs to work with tools and, in some cases, to remove a motor, gearbox, or feed assembly without repositioning the machine. Planning for these clearances before machines are installed costs nothing. Retrofitting them typically means repositioning multiple pieces of equipment.
يعد اتجاه تأرجح باب لوحة التحكم الكهربائية أحد تفاصيل تدفق الصيانة التي لا تتناولها أي خطة تخطيط تقريبًا. إن اللوحة التي تفتح باتجاه الحائط أو الناقل أو الممر ذي حركة المرور العالية تشكل خطراً ومشكلة في الوصول في وقت واحد. يجب أن تفتح أبواب الألواح على مساحة خالية، ومن الأفضل أن تفتح في ممر خدمة مخصص بدلاً من مسار الإنتاج. تسمح التصميمات التي توجه الخدمات الكهربائية والهوائية عبر ممر خدمة خلفي - موازٍ لمنطقة الإنتاج ولكن منفصلة عنها فعليًا - للفنيين بالوصول إلى توصيلات المرافق ولوحات التحكم دون الدخول إلى بيئة الإنتاج النشطة. كيف تدعم تحسينات تصميم عربة التبخير النظافة والكفاءة التشغيلية يوضح هذا المبدأ على مستوى المعدات: قرارات التصميم التي تأخذ في الاعتبار كيفية الوصول إلى قطعة من المعدات وتنظيفها وصيانتها تؤدي إلى نتائج تشغيلية أفضل من التصميمات التي تركز فقط على الإنتاجية.
تتقاطع جدولة الصيانة الوقائية أيضًا مع التخطيط. يجب أن تكون الآلات التي تتطلب التشحيم، أو فحص شد الحزام، أو فحص أجزاء التآكل على فترات منتظمة، قابلة للوصول دون إيقاف تشغيل المعدات المجاورة. إذا كان الوصول إلى منفذ فحص الآلة "أ" يتطلب نقل الآلة "ب"، فإن النتيجة العملية هي عدم فحص الآلة "أ" في الموعد المحدد - وأول علامة على وجود مشكلة هي حدوث عطل غير متوقع.
أين تتعارض التدفقات الأربعة - وكيفية حلها
في معظم مساحات إنتاج الغذاء، لا يمكن تحسين التدفقات الأربعة بشكل مستقل. إنهم يتقاسمون نفس الأمتار المربعة، والمسار المثالي لتدفق واحد كثيرًا ما يخلق مشاكل لتدفق آخر. تظهر ثلاثة سيناريوهات للصراع بشكل منتظم بما يكفي لتبرير اهتمام تخطيطي محدد.
ممرات الصيانة مقابل اتجاه الصرف. يعد ممر الخدمة الخلفي الموجود خلف خط التشكيل مثاليًا للوصول إلى الصيانة، فهو يُبقي الفنيين بعيدًا عن مسار الإنتاج ويوفر وصولاً واضحًا إلى ظهور الماكينة. ولكن إذا كانت أرضية الإنتاج تنحدر نحو الجدار الخلفي للتصريف، فإن مياه الغسيل تتدفق إلى ممر الصيانة أثناء التنظيف، مما يخلق بيئة عمل رطبة للكهربائيين وخطر تآكل قواعد المعدات. يتمثل القرار في تصميم منحدر الأرضية بحيث يتم التصريف أفقيًا نحو القنوات الجانبية بدلاً من الخلف، أو رفع ممر الخدمة قليلاً فوق مستوى أرضية الإنتاج مع عتبة متدرجة تمنع دخول مياه الغسيل.
فتحات خدمة المعدات التي تواجه مسارات المواد. تتسبب الآلة التي تفتح لوحة وصول التعبئة الخاصة بها باتجاه ممر تسليم المكونات في تعرضها للتلوث في كل مرة يفتحها فيها الفني لإعادة تعبئة نظام التعبئة أو ضبطه. ويتمثل الحل في توجيه المعدات بحيث تكون نقاط الوصول للخدمة والتعبئة متجهة للداخل نحو منطقة المشغل المخصصة، بينما تواجه لوحة الخدمة الخلفية للماكينة ممر الصيانة. ويتطلب ذلك معرفة مواقع نقاط الوصول قبل وضع الجهاز — وهي المعلومات المتوفرة من رسومات المعدات التي يجب مراجعتها في مرحلة تخطيط التخطيط، وليس بعد التثبيت.
تنظيف مسارات الطاقم التي تعبر مناطق الإنتاج النشطة. عندما يتطلب تنظيف أحد أقسام الخط من طاقم التنظيف السير عبر منطقة لا يزال فيها قسم آخر ينتج، ينهار الفصل الصحي بين أنشطة الإنتاج والصرف الصحي. يكون الحل مؤقتًا (جداول التنظيف المتداخلة التي تؤدي إلى فصل مكاني) أو مكاني (طرق وصول التنظيف المخصصة التي تصل إلى المعدات من جانب ممر الصيانة، مما يبقي نشاط التنظيف خارج مسار تدفق الإنتاج).
تطبيق إطار التدفق الرباعي على خط تشكيل الأغذية
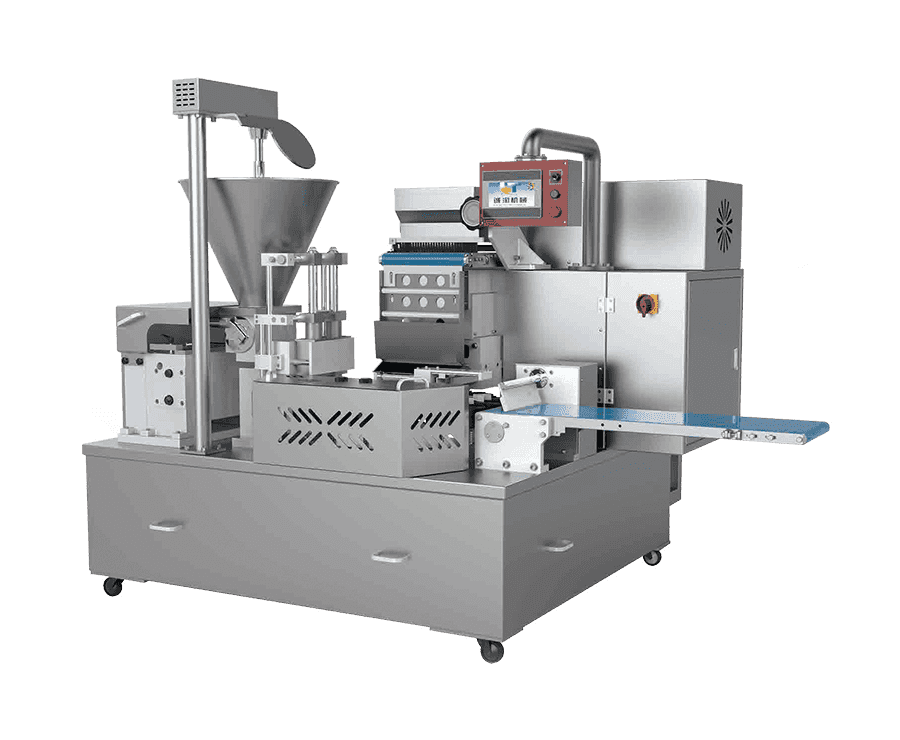
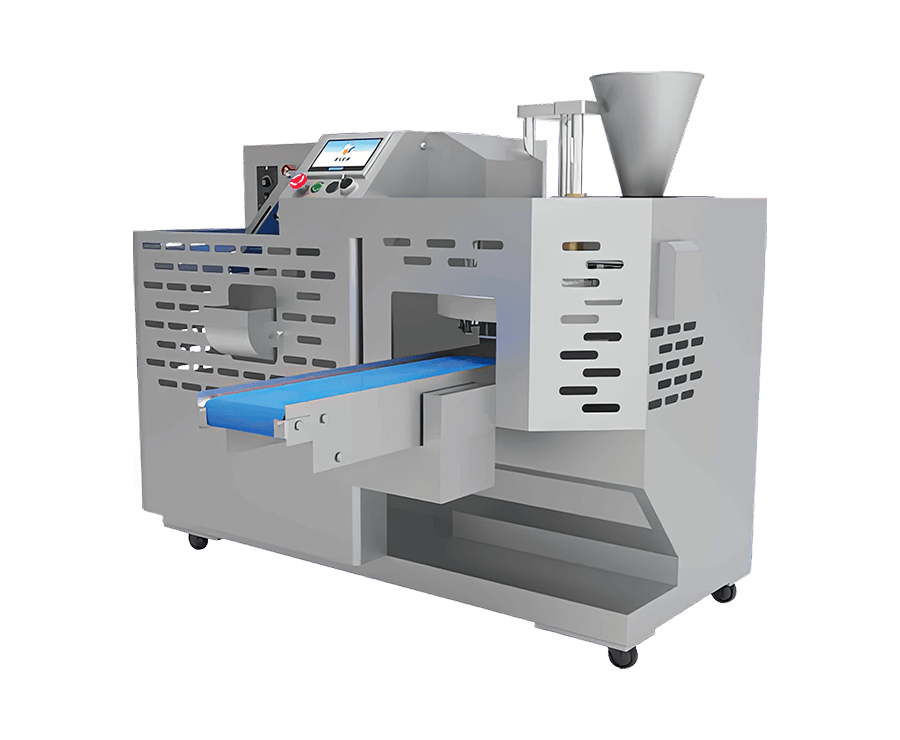
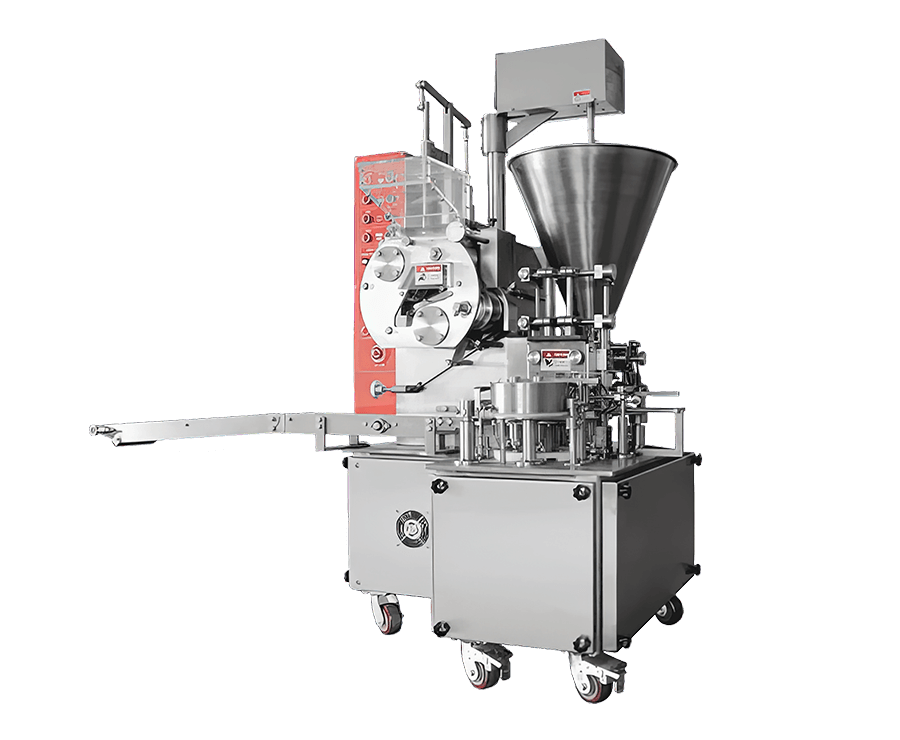
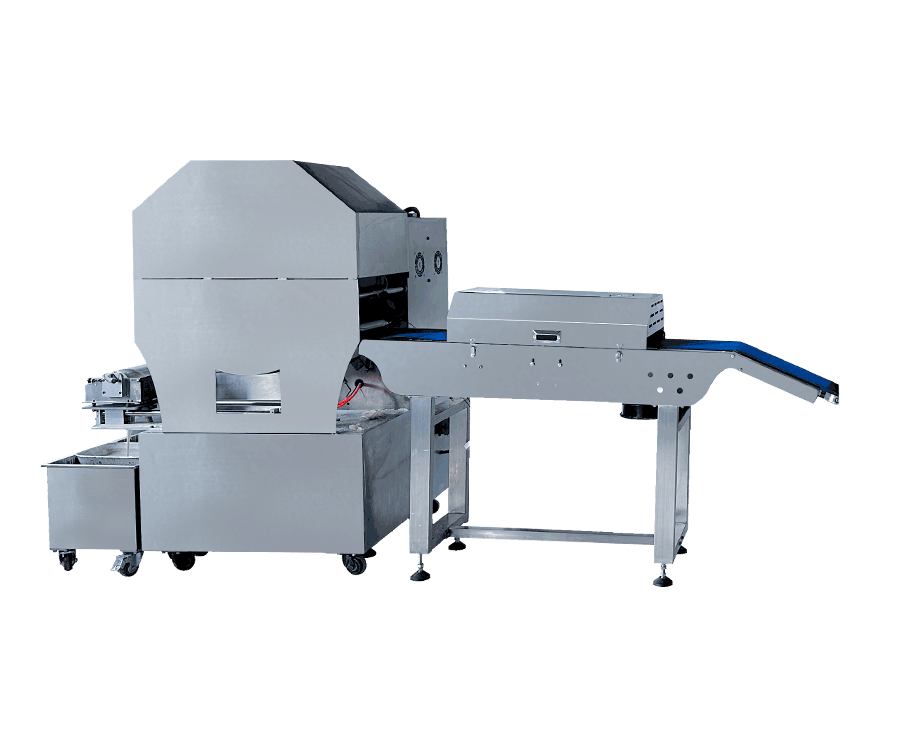
يعمل خط واحد لتشكيل الطعام - سواء كان إنتاج الزلابية أو المعجنات المغطاة أو السبرينغ رول أو الكعك المطبوخ على البخار - على تركيز متطلبات التدفق الأربعة جميعها في مساحة مدمجة. إن العمل من خلال كل تدفق بشكل منهجي قبل تحديد موضع المعدات ينتج عنه تخطيطًا أسهل بكثير في التشغيل والتنظيف والصيانة من التخطيط الذي تم تجميعه حسب الشعور.
يفرض تدفق الأشخاص على المشغلين العمل من جانب واحد من الخط - الجانب المواجه للإنتاج - مع وجود خطوط رؤية واضحة لآلة التشكيل، وملء التغذية، وناقل الإخراج. يتم وضع نقاط وصول المشرف وفحص الجودة في نهايات الخط، حيث يمكن أخذ عينات من المنتج دون عبور منطقة عمل المشغل. يجب أن يكون جانب المشغل بعيدًا عن تسليم المكونات الخام لتجنب التعرض للتلوث أثناء تجديد المكونات.
يحدد تدفق المواد اتجاه الخط: يدخل العجين الخام والحشوة من نهاية التحضير، ويخرج المنتج المشكل باتجاه نهاية التبريد أو التعبئة. يجب ألا تعبر مسارات تجديد المكونات - التي تنقل مخرجات الخلاط إلى قادوس آلة التشكيل - مسار ناقل المنتج النهائي. يجب أن يخرج المنتج المرفوض ونفايات التشذيب من نقطة لا تتطلب إعادة النفايات عبر منطقة الإنتاج النشطة.
يتطلب تدفق التنظيف مساحة مفتوحة على كل من جانب المشغل والجزء الخلفي من الماكينة، ووضع الصرف عند أدنى نقطة في منطقة الغسيل بالماكينة، واختيار الماكينة نفسها لبناء إطار مفتوح وأسطح ملساء ملامسة للأغذية يتم تصريفها بدلاً من تجميعها. يجب رفع آلة التشكيل على أقدام قابلة للتعديل للسماح بالتنظيف تحت الماكينة دون تغيير موضعها بالكامل.
يتطلب تدفق الصيانة وصولًا واضحًا بمقدار 700 إلى 800 ملم خلف الماكينة للقيادة والخدمة الكهربائية، مع فتح باب اللوحة الكهربائية في هذا الممر الخلفي. يجب أن تكون الأجزاء القابلة للتآكل - مثل ملء الفوهات، وقطع الأسلاك، وتشكيل القوالب - قابلة للوصول من جانب المشغل بدون أدوات، مما يدعم الصيانة بين النوبات دون الحاجة إلى الدخول إلى مساحة الخدمة الخلفية. كيف تقلل الأتمتة من الاعتماد على العمل اليدوي في مصانع الأغذية إن الأمر يتعلق جزئيًا بالتخطيط: فالمعدات الآلية لا توفر كامل فوائد توفير العمالة إلا عندما يكون من الممكن تنظيفها وصيانتها بسرعة، دون التوقف عن العمل الناتج عن ضعف الوصول.
سيبدو تخطيط الخط الذي يلبي جميع التدفقات الأربعة أكثر اتساعًا قليلاً من التخطيط المحسّن لكثافة الإنتاج فقط. هذه المساحة لا تُهدر، فهي ما يسمح لطاقم الصرف الصحي بتنظيف الخط في 45 دقيقة بدلاً من ساعتين، وللفني استبدال القالب البالي في 20 دقيقة بدلاً من انتظار رافعة شوكية لتحريك ناقل مجاور. على مدار عام من الإنتاج، فإن الفرق في ساعات التشغيل التي تم استردادها من خلال الصيانة والتنظيف السريعة التي يسهل الوصول إليها يقزم قيمة المساحة الأرضية الإضافية المطلوبة.

المنتجات ذات الصلة
حقوق الطبع والنشر © Shanghai Chengtao Machinery Co., Ltd. جميع الحقوق محفوظة. 
اتصل بنا